消除大型阀门铸件缩孔和气孔的方法
2021-07-23


【概要描述】成分选择。一般来讲,壁厚小的水泵铸件不易形成铁素体,即易产生白口。而提高硅碳比能有效地 防止在薄壁处产生口,有利于提高铸件组织的均匀性、强度、硬度,并能减少残留应力。但碳当量较高时,铸铁组织中出现铁素体的机会明显增大,这对提高铸件的综合性能极为不利。根据生产试验,我们确定:Wc= 3.1%~3.3%,其中,控制碳含量是核心,当碳当量较高时,可适当提高锰含量,在这个范围能稳定达UHT200的要求。
【概要描述】成分选择。一般来讲,壁厚小的水泵铸件不易形成铁素体,即易产生白口。而提高硅碳比能有效地 防止在薄壁处产生口,有利于提高铸件组织的均匀性、强度、硬度,并能减少残留应力。但碳当量较高时,铸铁组织中出现铁素体的机会明显增大,这对提高铸件的综合性能极为不利。根据生产试验,我们确定:Wc= 3.1%~3.3%,其中,控制碳含量是核心,当碳当量较高时,可适当提高锰含量,在这个范围能稳定达UHT200的要求。
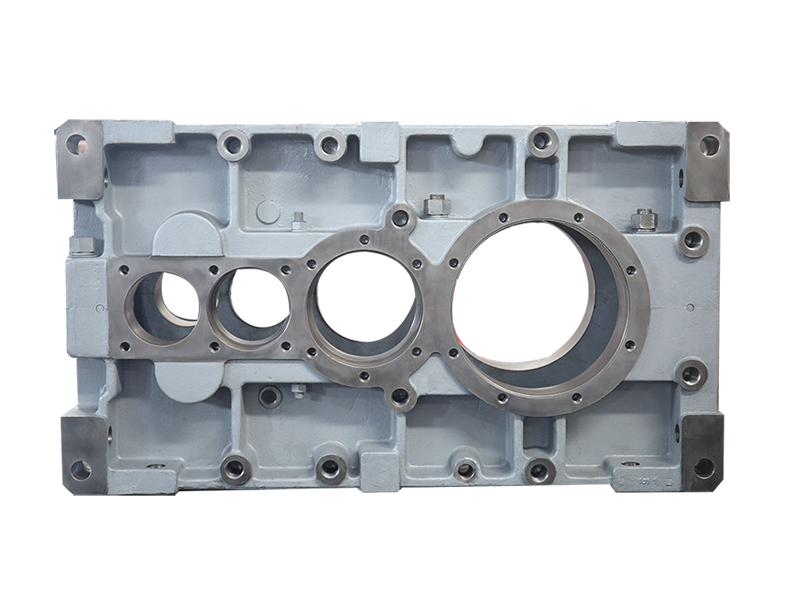
(1) 成分选择。一般来讲,壁厚小的水泵铸件不易形成铁素体,即易产生白口。而提高硅碳比能有效地 防止在薄壁处产生口,有利于提高铸件组织的均匀性、强度、硬度,并能减少残留应力。但碳当量较高时,铸铁组织中出现铁素体的机会明显增大,这对提高铸件的综合性能极为不利。根据生产试验,我们确定:Wc= 3.1%~3.3%,其中,控制碳含量是核心,当碳当量较高时,可适当提高锰含量,在这个范围能稳定达UHT200的要求。
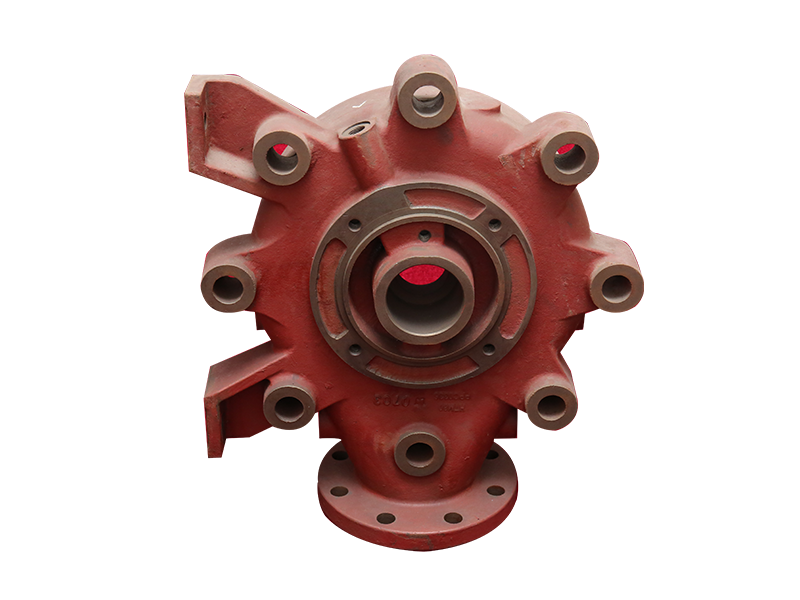
(2) 炉料要求。我公司采用3t/h两排大间距冲天炉进行熔炼,采用本地生产的焦炭和生铁,可加入5%~15%废钢。废钢厚度≥3mm,块度大于炉膛直径的1/5,要求做除锈处理。其余炉料块度不大于炉膛直径的1/3,为减少硅的烧损,尽量选用硅含量较低的铁合金。为保证熔化温度,应选用固定碳较高的焦炭,并保证块度在90~130mm之间。
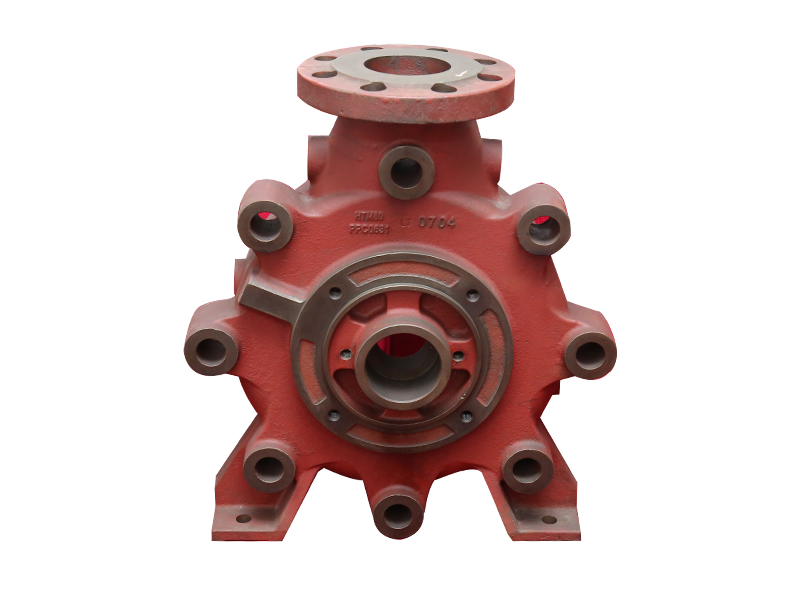
(3 ) 熔化操作。获得优质铁液的重要指标是铁液的出炉温度,尤其对高硅碳比铸铁来说,熔化温度高,有利于减少硅的烧损,但会使增碳倾向加大。因此应考虑在熔炼时,适当提高底焦高度,增大风量以提高熔化率,控制铁液增碳倾向。在获得高温铁液的同时,把碳含量控制在理想值范围内。
扫二维码用手机看